





























Lubrication Requirements
3-14
965X Service Manual
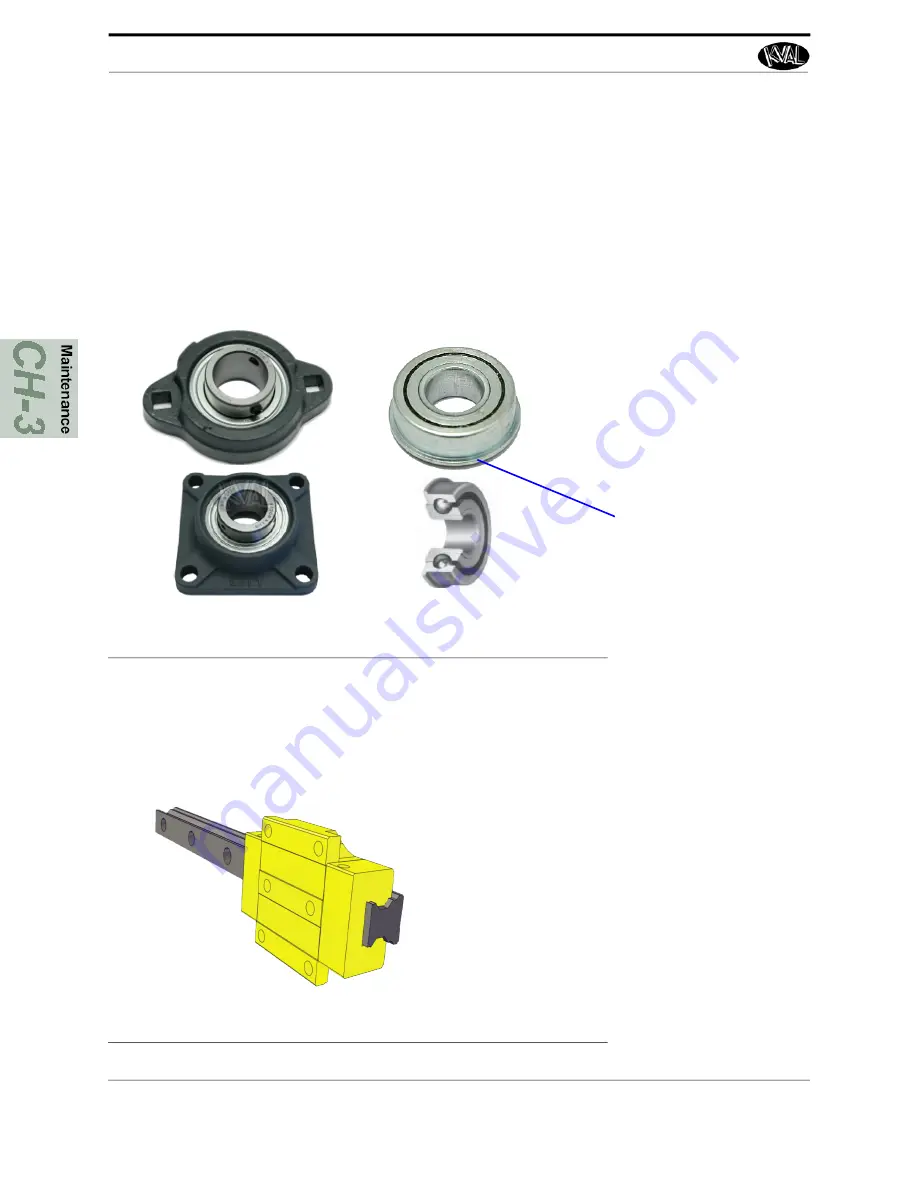
Flange Bearing Housings
A flange bearing is designed to aid in mounting and positioning. The lip of the flange helps center
and align the bearing.
Flanges are also used with bearings on external housings used to mount a bearing unit. A mounted
bearing unit acts as a system to position the bearing securely for reliable operation.
FIGURE 3- 5.
Flange Bearings
Ball Rail Bearing
Ball Rail Bearings
are linear bearings that are attached to positioning rails. In most cases, the bear
-
ings are attached to assemblies to move them in the X,Y, or Z direction.
FIGURE 3- 6.
Ball Rail Bearings
Greasing
Flange
Bearing
Bearing
Housings
Approximatively 1 Gram (one
pump from grease gun) of Dura-
Lith Grease (KVAL P/N: Lube
EP
-
2). Every 250 hours of oper
-
ation.
Lip
Greasing
Ball Rail
Bearing
Approximatively 1 Gram
(one pump from grease gun)
of Dura-Lith Grease
(KVAL P/
N: Lube EP
-
2).
Every 250 hours
of operation
.







































































