














39
12
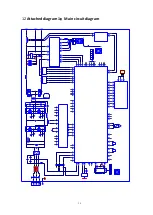
Attached diagram 1
:
Main circuit diagram
QF1
V2
V3
R1
C16
C12
TM1
TA3
C2
C1
C3
L3
C7
FU2
1.5A
EV1
V1
GND
WD
GD
KTb
KT1
TAb
TAa
KTa
Gb
Eb
Ga
Ea
Gd
Ed
Gc
Ec
G1
G2
G3
G4
G1
G2
G3
G4
E1
E2
E3
E4
E1
E2
E3
E4
1
2
3
4
5
6
7
8
77
11
13
15
16
14
PT05
SB1
C18
C19
+15V
-15V
10
C11
C10
L4
YV2
YV1
C9
C5
V4
L5
+
1
5
V
1
Out
3
-15V
2
0
V
4
TA1
90
25
18
17
25
24
THF1
68
98
99
HFAP1
V5
27
1:1
20:1
36c
34c
33c
35c
36a
34a
33a
35a
27
24
+
1
5
V
1
Out
3
-15V
2
0
V
4
TA2
RV2
R5
27
R6
R7
2
3
1
4
5
C8
C15
FU1
1A
GND
WD
GD
+15V
-15V
36b
34b
33b
35b
L1
C4
A
1
C
2
B
3
EC11
XZ1
AP2
TM1
110V
0V
215V
380V
415V
GND
WD
GD
+15V
-15V
温控
给定
-
50:1
100:1
BP1
P
AP1
AP3
36V
L6
0V
78
19
20
21
22
79
80
30
31
32
0
37
38
40
39
71
72
73
74
69
70
43
44
45
83
84
85
49
50
51
52
53
54
55
56
57
58
68
90
63
64
65
66
86
87
88
89
93
94
91
92
95
96
63
64
65
66
1
2
3
4
93
94
91
92
XS2
2
1
4
3
XS2
2
1
XS3
1
2
1:1
-
XS3
2
1
4
3
XS1
1
2
3
4
40
39
XS1
XS6
XS7
XS8
XS4
81
82
24
75
76
LGK-120HD







































































