

























26
argon the open circuit voltage may be lower, while it is higher by using air, nitrogen,
hydrogen.
6)
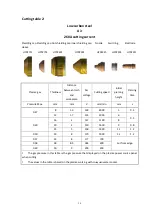
Cutting speed
The cutting speed is related with many parameters. The main parameters
determining cutting speed include work-piece thickness, cutting current, air flux and
nozzle aperture. A proper drag is allowed during cutting. The cutting speed should
be increased as much as possible, but the incision quality must be guaranteed.
8.2
Cutting burr eliminating issue
1)
The characteristics of the cutting burr
The ordinary cutting surface is smooth and clean, but if the parameter selection is
not suitable, and electrode centering is not good, then burr may be formed on the
cutting surface.
Slag is formed by molten metal and its oxide which is adhesive to the bottom edge
of incision and solidified. The reason for forming this slag is that the molten metal
adhesive strength is bigger than the gravity and blow strength of metal oxide.
When cutting the alloy steel (stainless steel), the molten metal is difficult to be
blown away because of its bad fluidity, in addition, the alloy steel have bad thermal
conductivity, the incision bottom is over-heated easily, the left molten metal and
incision bottom melts into one, thereby the irremovable and tough burr is formed.
On the contrary, when cut copper or aluminum, the incision bottom is difficult to be
melted together with molten metal, and the burr formed under incision is come off
easily.
2)
The factors affecting the forming of burr
The fluidity of the molten metal is not good, when the power is too small or the
plasma arc compression effect is not good, the temperature of molten metal
during the cutting process is low, fluidity is weak, even if the air current blow
force is strong, it is still difficult to blow away the metal completely, so the burr
is formed.
When cutting the thick plate, the burr is caused by the drag of overlarge cutting
seam. During the cutting process, the heat received by different parts of metal
is different, the heat on the upper incision is larger than that of the lower
incision, so the upper part melting speed is faster than that of lower part,
thereby a distance between them is formed, it is called drag L of cutting seam.
The drag size is related to plasma arc shape and cutting speed. When the
flame is short while the cutting speed is too fast, drag L increases, so the





















































