
























Model G0815 (Mfd. Since 09/18)
-31-
SECTION 6: MAINTENANCE
To reduce risk of shock or
accidental startup, always
disconnect machine from
power before adjustments,
maintenance, or service.
Vacuum excess wood chips and sawdust, and
wipe off the remaining dust with a dry cloth. If any
resin has built up, use a resin dissolving cleaner
to remove it.
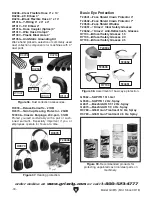
Protect the unpainted cast iron table by wiping
it clean after every use—this ensures moisture
from wood dust does not remain on bare metal
surfaces. Keep the table rust-free with regular
applications of products like G96
®
Gun Treatment,
SLIPIT
®
, or Boeshield
®
T-9 (see
Page 30 for more
details).
Cleaning &
Protecting
Schedule
For optimum performance from your machine,
follow this maintenance schedule and refer to any
specific instructions given in this section.
Note: This maintenance schedule is based on
average daily usage. Adjust the maintenance
schedule to match your usage, to keep your planer
running smoothly, and to protect your investment.
Every 8 Hours of Operation:
•
Clean machine and protect unpainted cast-
iron.
•
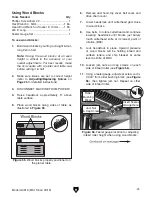
Lubricate feed roller bushings (
Page 32).
•
Tighten loose mounting bolts.
•
Check/sharpen/replace damaged or worn
knives (
Page 25).
•
Check/repair/replace worn or damaged wires.
•
Resolve any other unsafe condition.
Every 40 Hours of Operation:
•
Clean cutterhead and check knife height
(
Page 25).
•
Lubricate columns and leadscrews (
Page 33).
Every 160 Hours of Operation:
•
Check/tension/replace V-belts (
Page 37).
•
Clean/vacuum dust buildup from inside cabi-
net and off motor.
•
Lubricate height chain and sprockets
(
Page 33).
•
Lubricate drive chain and sprockets (
Page 34).
Yearly:
•
Change gearbox oil (
Page 34).
Summary of Contents for G0815
Page 56: ......







































































