





























55/86
Gala Gar, S.L. c/ Jaime Ferrán, 19 (Políg. Cogullada) | Tel.: (+34) 976 47 34 10 - 50014 ZARAGOZA |
SMART 210 TIG PULSE
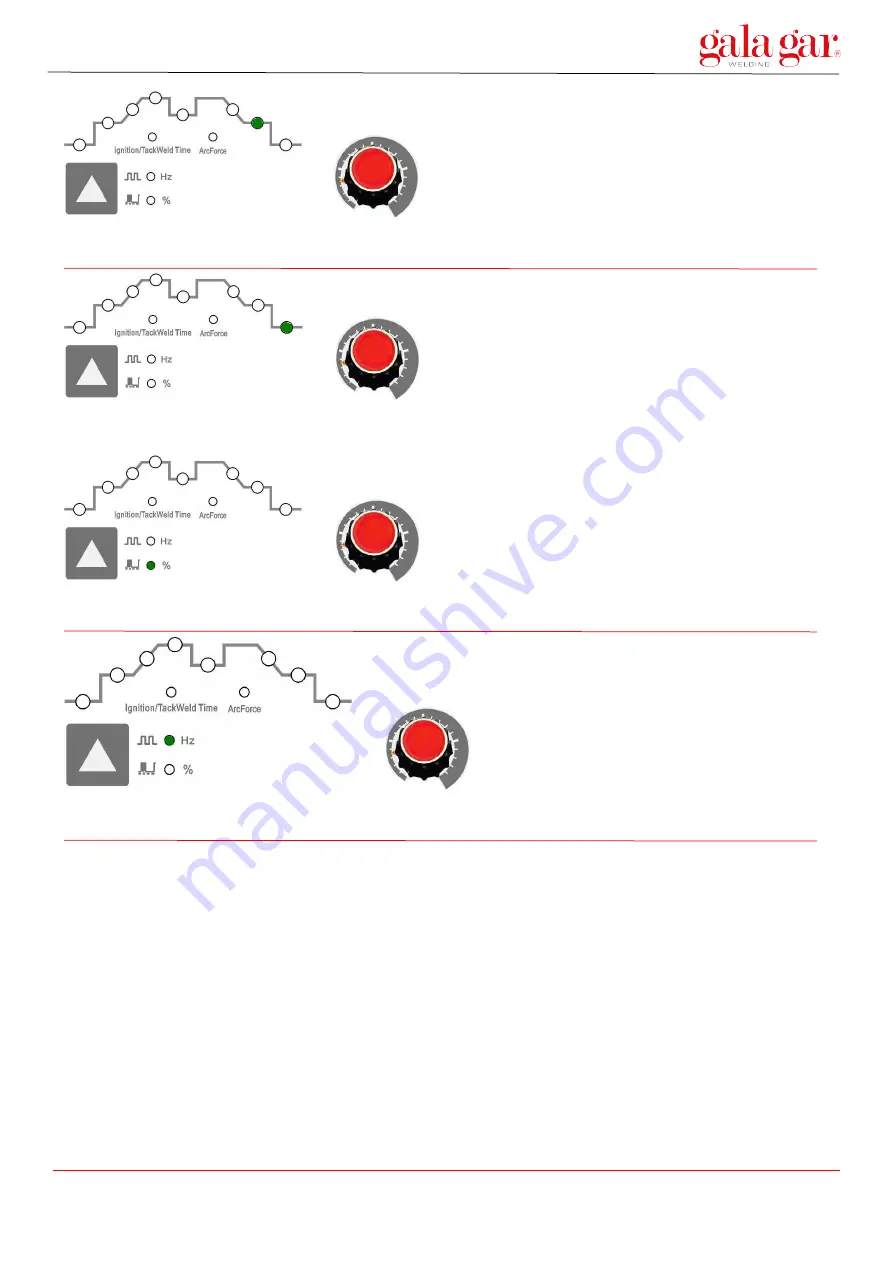
Sélectionner la fonction de réglage du courant d'arc pilote en appuyant sur la touche de sélection des paramètres de
soudage, et régler le courant d'arc pilote.
Sélectionner la fonction de réglage du temps de post-flux en appuyant sur la touche de sélection des paramètres de
soudage, et régler le temps de post-flux.
Sélectionner la fonction de réglage du rapport de durée d'impulsion en appuyant sur la touche de sélection des
paramètres de soudage, et régler le rapport de durée d'impulsion.
Sélectionner la fonction de réglage de la fréquence d'impulsion en appuyant sur la touche de sélection des
paramètres de soudage, et régler la fréquence d'impulsion.
Après avoir réglé les paramètres de manière appropriée, ouvrez la vanne de gaz de la bouteille et réglez le
régulateur de gaz à la valeur souhaitée.
Appuyez sur la gâchette du chalumeau, l'électrovanne fonctionne. Il y a d'abord une sortie de gaz, puis une sortie
HF.
Maintenez la torche à 2~4mm de la pièce à souder, puis appuyez sur la gâchette de la torche. Après l'amorçage de
l'arc, le bruissement de la décharge HF disparaît, le courant augmente jusqu'à la valeur préréglée et le soudage peut
être effectué. Après avoir relâché la gâchette de la torche, le courant commence à diminuer automatiquement
jusqu'à la valeur de l'arc pilote. L'arc s'arrête alors que le gaz continue de circuler pendant le temps de
postcirculation, et le soudage se termine.







































































