





























Page
Chapter: 4
Section:
DRO MODE OF OPERATION
6
N
7
6
5
I
K
4
3
2
1
A
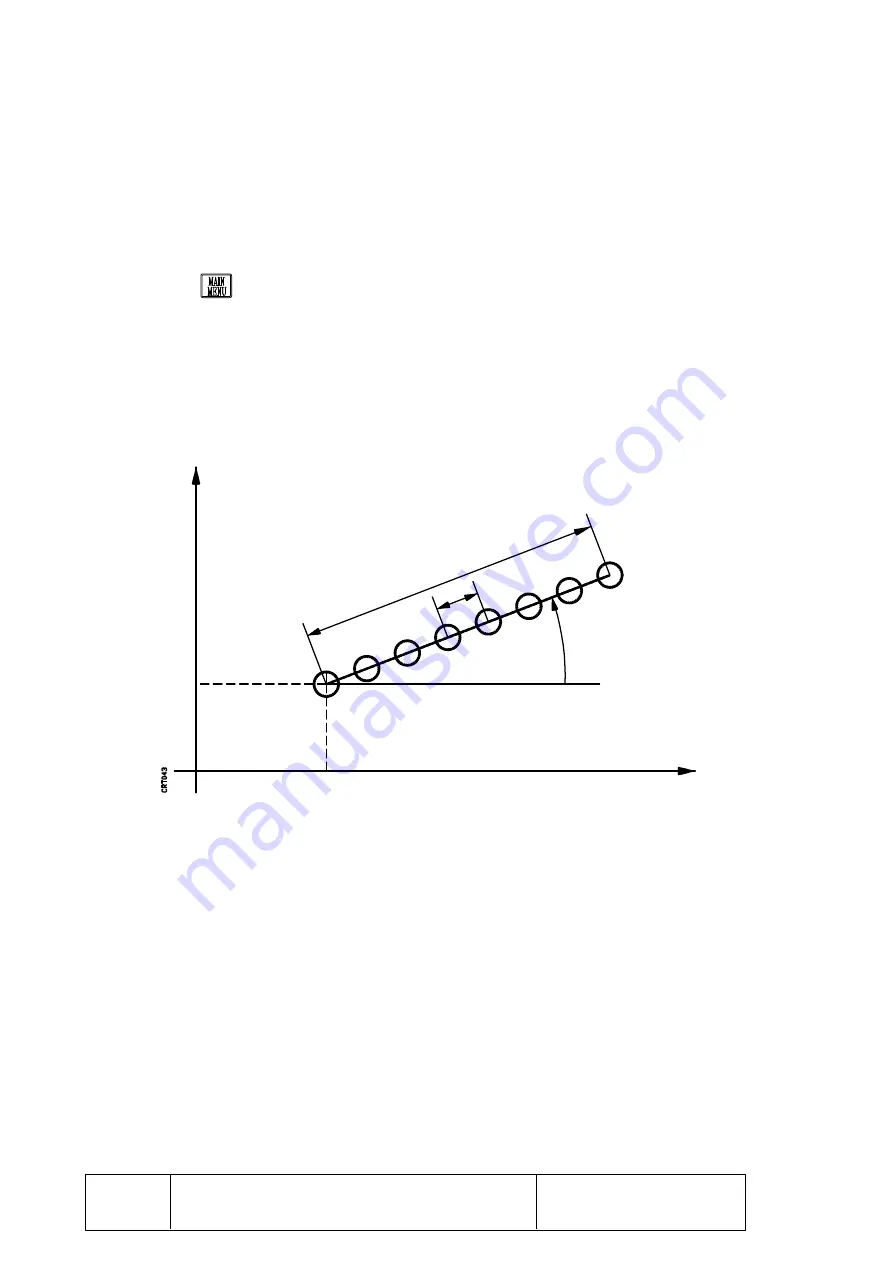
4.1.2 DRILLING IN A LINEAR PATTERN
The linear drilling operation can be carried out either in absolute or incremental
modes.
Follow these steps to select this function:
*
Press
and select “SPECIAL FUNCTIONS”.
*
Select “DRILLING IN LINE”.
Indicate the two axes which form the main axes where the drilling will be carried out.
The following parameters must be defined in order to perform a linear drilling
operation:
1st and 2nd axes Define the coordinates of the first drilling point in ABS or INC.
If none of these two parameters are defined, the DRO will take a value of 0.
A
Defines the angle formed by the drilling path (line) and the abscissa axis
(horizontal). It is given in degrees and if no value is programmed, the DRO will
take a value of 0.
I
Defines the distance between holes.
If a value is assigned to this parameter, no value must be assigned to “K”.
1st Axis
2nd Axis
DRILLING IN A LINEAR
PATTERN
Summary of Contents for VNP400
Page 1: ...FAGOR VNP400 Ref 9506 in...