65 / 97
Introduction Manual ENC66
eckelmann.de
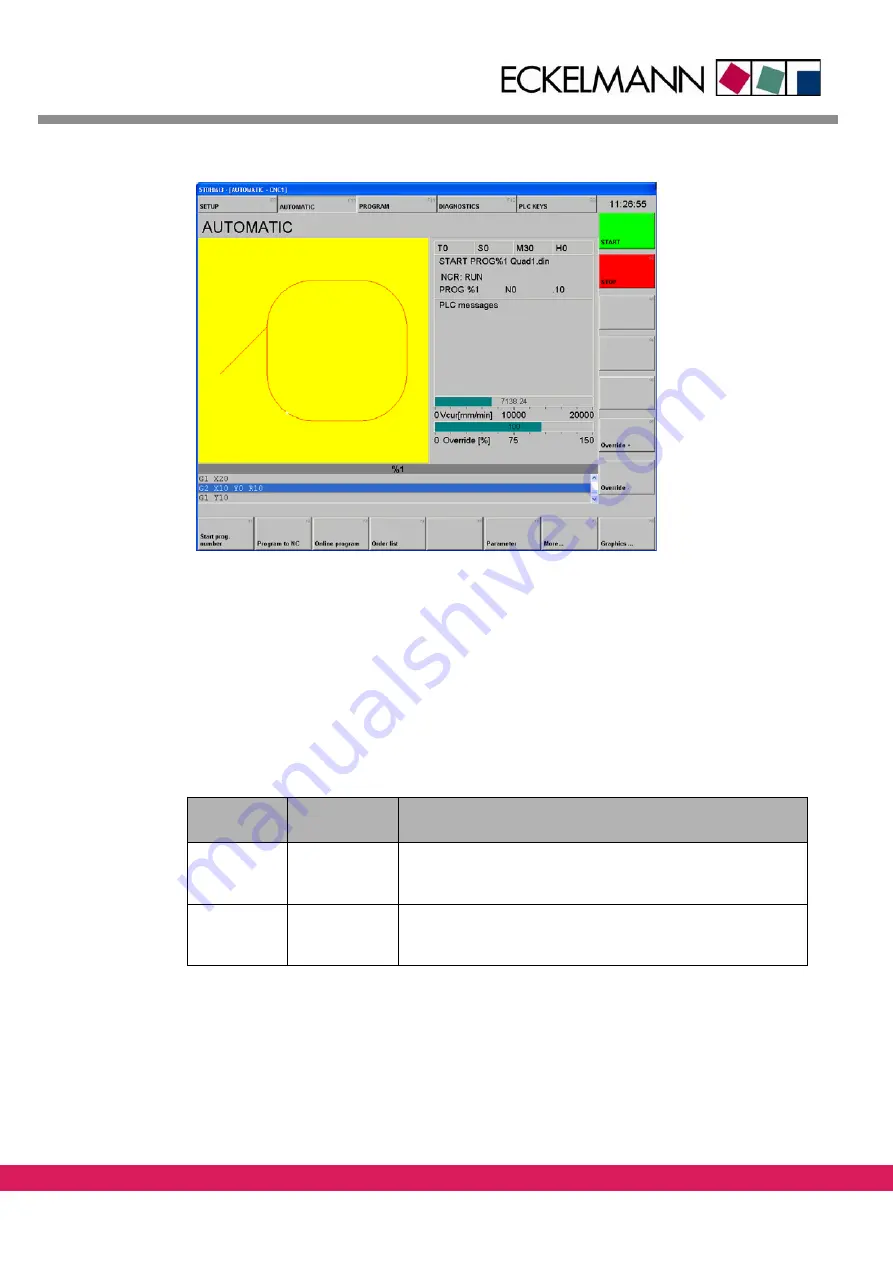
Abbildung 40:
Figure 40:
StdHMI in the Automatic mode
8.6.6
Extending of the program for the lowering of the tool
The prepared program test.din follows a circular contour.
The real objective of a CNC program is the starting of a tool during the following of a con-
tour. The existing program Quad1.din is, therefore, extended by the respective M-functions
M14 and M15 that lift and lower the tool only in case of a following of the contour. The M-
functions are programmed in a separate PLC program.
Tabelle 39:
Table 39:
The M-functions for the example
M-function
Command
function
Programming in a separate PLC program
M14
Lift tool
An output for the lifting of the tool is to be set
Switching to the next command only upon response of the
upper limit switch
M15
Lower tool
An output for the lowering of the tool is to be set
Switching to the next command only upon response of the
lower limit switch
Starting point: Program editor is active