



























25/38
CybTouch 8 P User Manual
S
ep
.
2019
V2.1
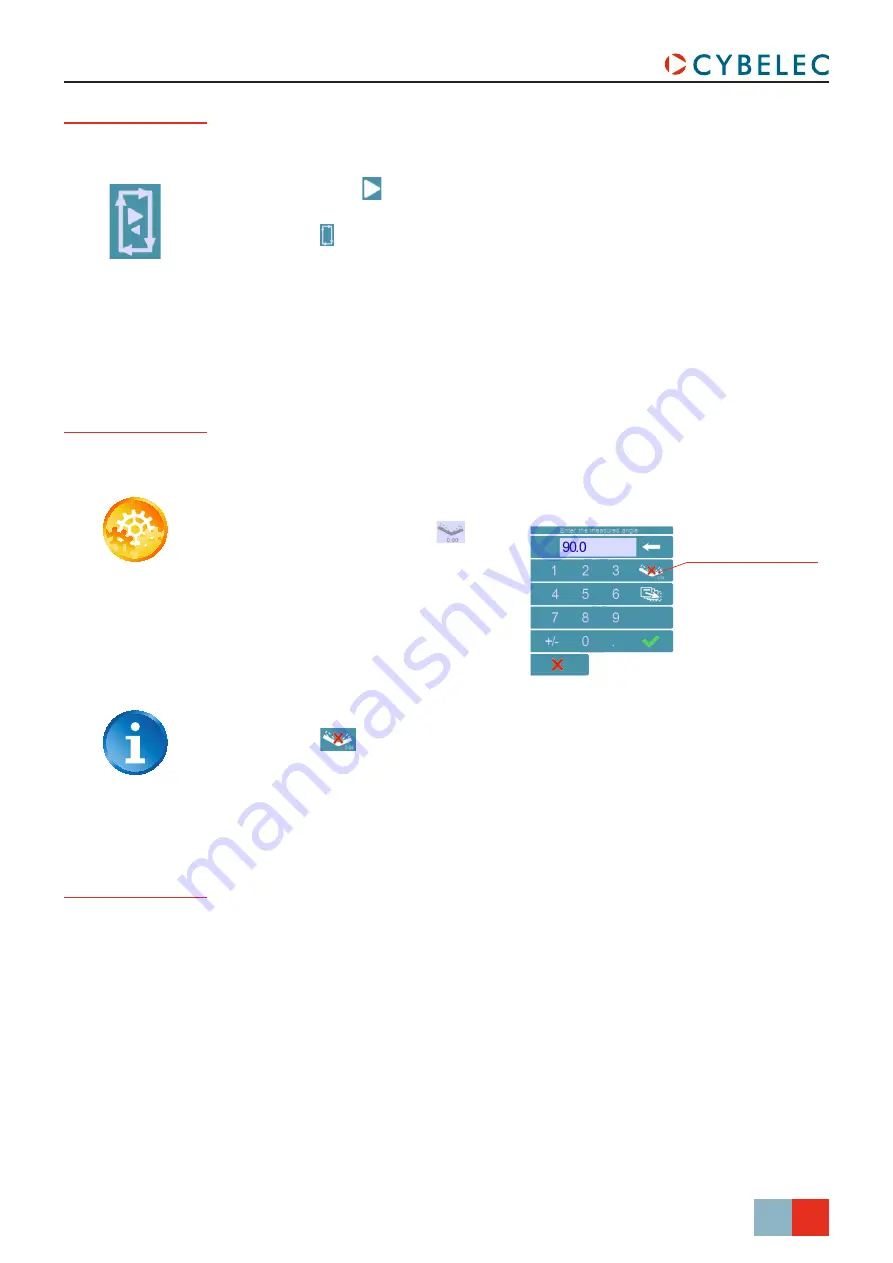
Angle Correction
After physically measuring the angle, if corrections are to be made, they must be done as
follows, and not directly in the program step.
Reset corrections button
S
etting
i
nStructionS
:
1. Touch the angle correction
icon,
and enter the physically measured
value of the angle. The numerical
control will automatically calculate the
Y axis correction.
Pressing this
button will reset all angle corrections.
Back gauge
Correction
2. Corrections can be applied in the very same manner to the back gauge X axis
position, simply by touching the small number to the right of the flange length. The
correction required (in positive or negative) must be entered manually.
Semi-Automatic
mode
The semi-automatic mode allows repeating the same sequence indefinitely. It is used
when the operator wants to apply corrections to his part one bend after another. He can
thus execute the same step until he gets the desired result, before moving to the next
one by means of the
button.
The semi-automatic mode is activated (and deactivated) by touching for more than one
second on the button.





















































