





























187
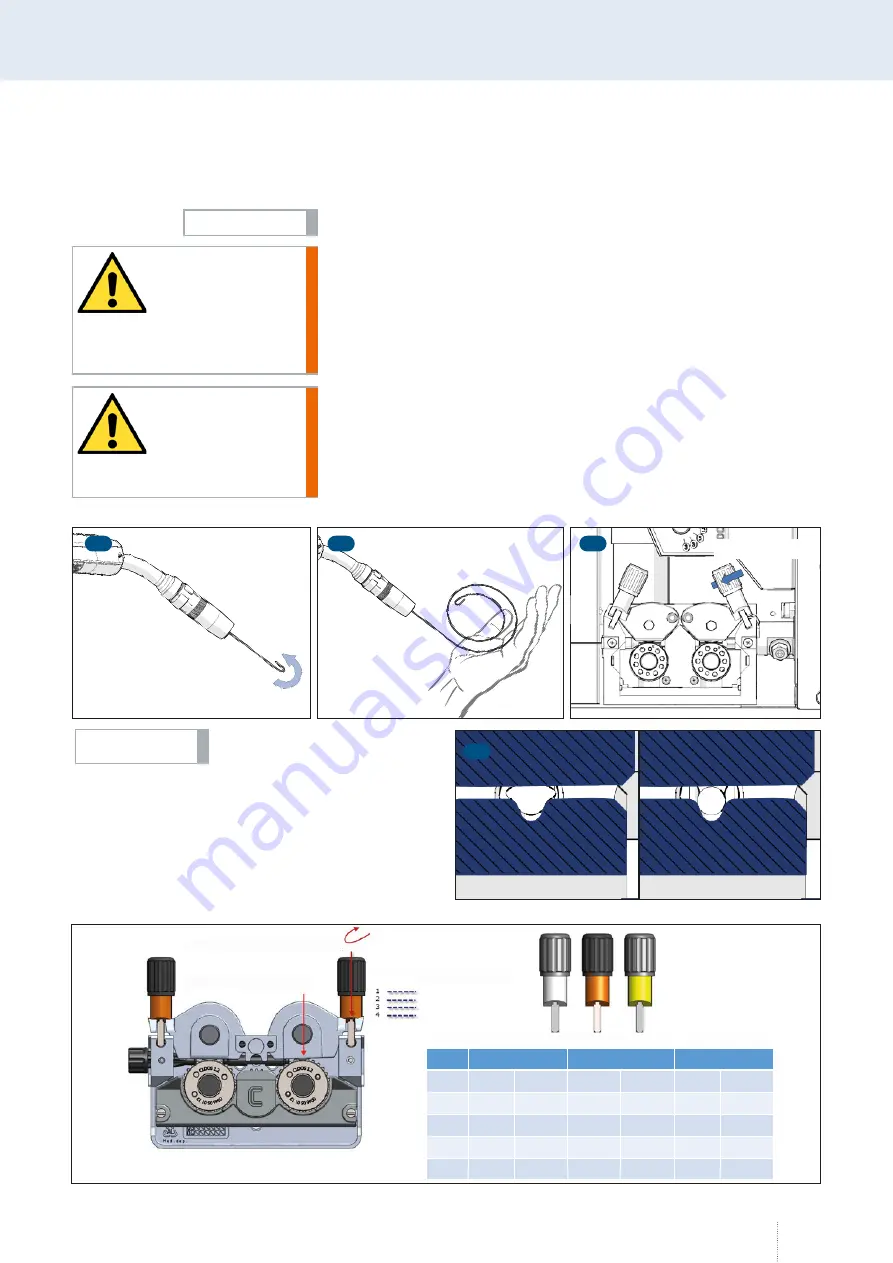
8.5 Adjustment of the pressure clamps
The illustrations may differ from the original.
Stab injury!
In the case of an incorrect handling of the welding torch during the wire
feeding process, the wire transport may cause stab injuries on hand, eyes
or the face.
• During the wire feeding, you should always keep the welding torch in
a position turned away from the body!
Risk of electric shock
If unrestricted access to the live single parts of the QINEO Wire Drive is
possible, all persons must exercise caution to prevent electric shock or risks
of electrical energy.
• Only trained specialists may work on the device.
INFO!
WARNING!
WARNING!
1
½
rotation
3
2
4
The welding wire must not be
deformed.
INFO!
4~85N
F1
F2
4~140N
F1
F2
4~200N
F1
F2
1
20
47
30
71
40
95
2
40
95
60
142
100
236
3
60
142
90
212
160
377
4
80
189
120
283
220
519
Spring tension F1
Pressing force F2
Step
White
Step
Orange
Yellow
Summary of Contents for NexT 452 AC
Page 4: ......
Page 11: ...11 Block 1 Operational Safety...
Page 27: ...27 Block 2 Basic information Qineo NexT...
Page 110: ...110 Job mode...
Page 148: ...148...
Page 149: ...149 Block 4 Additional information...
Page 164: ...164 SD module...
Page 191: ...191 Block 6a Error messages...
Page 207: ...207 Block 6b General maintenance instructions...
Page 212: ...212...
Page 213: ...213 Block 7 Automation...
Page 232: ...232...
Page 233: ...233...
Page 234: ...www qineo de...





















































