





























9.4.6
Setting the Kv parameter
Optimize the Kv factor S-0-0104. By means of the NC program, the lag dis‐
tance S-0-0189 is measured using the oscilloscope. Increase the value of Kv
as long as necessary for the torque signal to show an oscillation. To ensure
system stability, set Kv to half the value occurring when the torque starts to
oscillate.
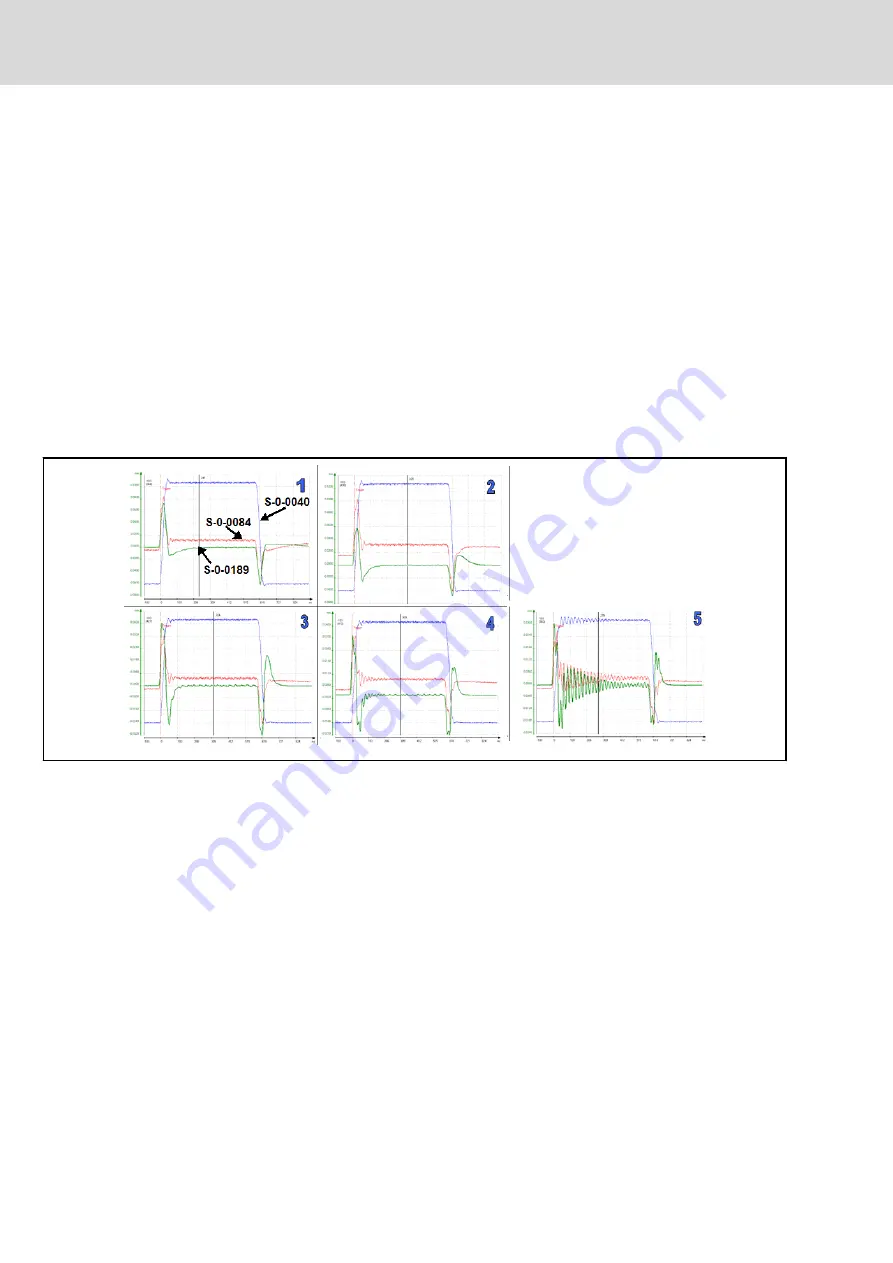
See the following example: The Kv factor is increased from 1 to 8, and the
following distance is measured from 0.07 mm to 0.03 mm:
1. Kv = 1,max. following distance (S-0-0189) = 0.07 mm
2. Kv = 2,max. following distance (S-0-0189) = 0.06 mm
3. Kv = 4,max. following distance (S-0-0189) = 0.04 mm
4. Kv = 6,max. following distance (S-0-0189) = 0.03 mm
5. Kv = 8,max. following distance (S-0-0189) = 0.03 mm
Since the torque signal (S-0-0084) shows an oscillation with a setting of Kv =
8, the Kv value is set to 50% of the maximum value determined, i.e., Kv = 4.
Fig. 9-21:
Setting the Kv factor
Bosch Rexroth AG
DOK-MTXMIC-EASY*******-CO06-EN-P
118/177
IndraMotion MTX micro Easy Setup for Standard Turning and Milling Machines
Commissioning the drives







































































