7. M
AINTENANCE
H
I
R
OLLER
- B
ELT
C
ONVEYORS
7.2. B
ELT
T
RACKING
G
UIDE
H
I
R
OLLER
, M
INI
R
OLLER
, L
O
R
OLLER
& H
I
L
IFE
90
P115506 R3
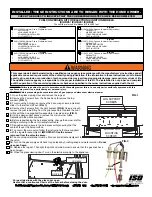
2. The nuts on the inside of the conveyor are welded to a nut clip so that these
nuts will not have to be held in order to loosen the bearing bolts. After
loosening these bolts, the end of the flat-horizontal idler can be shifted either
forward or backward.
3. Adjust 5 - 10 flat horizontal idlers in the middle of the conveyor about 1/4" to
3/8".
• If the belt is too close to the side of the bearing being adjusted, move the
bearing toward the head section. If the belt is too close to the opposite
side, move the bearing toward the tail section.
Figure 7.6
4. If the belt is tracking to the right in the conveyor, the end of the flat idler
should be shifted in "A" position. If the belt is tracking to the left, the end of
the flat idler should be shifted in "B" position. See Figure 7.7. Remember, the
belt will move toward the end of the idler that the belt first contacts.
Note:
"Right" or "Left" is determined by standing at the tail section and looking toward
the head section of the conveyor.
Figure 7.7
5. Test-run the conveyor both empty and properly loaded. Continue the training
process until the desired training is achieved.
6. If adjusting the bearings on one side of the conveyor does not achieve proper
training, repeat the procedure on the opposite side of the conveyor.