





























15
FRANÇAIS
MDE 1200
Nettoyer la surface du matériau à percer. Eliminer la rouille, les encrassements et la
graisse. Le cas échéant, enlever les gouttes de sueur ou les rugosités. Une mince
couche de peinture ne gêne pas.
Centrer l’alésage prévu et positionner le support de perçage en plaçant la pointe du
foret directement au–dessus du centrage.
Appuyer sur l’interrupteur principal et sur l’interrupteur de l’aimant et vérifier que le
support de perçage est effectivement correctement fixé.
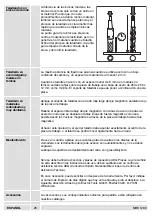
Contrairement aux forets hélicoïdaux, les
forets carotteurs ne coupent qu’un cercle
dans le matériau à travailler. Etant donné
que dans ce procédé, il y a beaucoup
moins de matériau à découper, la
puissance nécessaire est plus faible et le
travail s’effectue bien plus rapidement
qu’avec des forets hélicoïdaux.
La pointe de centrage est pressée contre
le matériau par la force du ressort,
cependant elle ne pénètre pas dans le
matériau. A la fin du perçage, la pointe de
centrage exerce une pression sur le
matériau découpé, et le fait sortir du foret
et du trou percé.
La force d’adhérence du support de perçage à pied magnétique est maximale pour
les aciers à basse teneur en carbone d’une épaisseur minimale de 12 mm.
Pour effectuer des travaux de perçage dans des pièces en acier dont l’épaisseur est
inférieure à 6 mm et dans des métaux non ferreux, il faut fixer une plaque en acier
d’au moins 250 x 250 x 12 mm sur le matériau à travailler et positionner alors le
support de perçage sur cette plaque.
Monter le support de perçage en positionnant le côté plus long du pied à aimant
parallèlement à l’axe du matériau à travailler.
Remplir de cales ou tiges en acier l’espace libre situé en dessous du pied à aimant
de sorte que le maximum de lignes de force magnétique puissent partir des noyaux
magnétiques vers le pied à aimant en traversant le matériau.
L’axe du foret doit pointer très exactement en direction du centre du matériau à
travailler, sinon le foret risque de partir en biais.
De temps en temps, mettre quelques gouttes d’huile sur la denture de la crémaillère.
Les roulements de l’arbre d’avance sont graissés à vie et ne doivent pas être huilés.
Graisser les surfaces de glissement du chariot avec de la graisse Molykote.
N’utiliser que des pièces et accessoires AEG. Pour des pièces dont l’échange n’est
pas décrit, s’adresser de préférence aux stations de service après-vente AEG (voir
brochure Garantie/Adresses des stations de service après-vente).
Si besoin est, une vue éclatée de l’appareil peut être fournie. S’adresser, en
indiquant bien le numéro à dix chiffres porté sur la plaque signalétique, à votre
station de service après–vente (voir liste jointe) ou directement à Atlas Copco
Electric Tools GmbH, B.P. 320, D–71361 Winnenden.
Consulter nos catalogues qui vous renseignent sur notre programme d’accessoires
avec leur référence.
Les travaux de
perçage
Les travaux de
perçage avec
forets carotteurs
Les travaux de
perçage dans les
pièces en acier
de faible
épaisseur et
dans les métaux
non ferreux
Les travaux de
perçage dans
des pièces
rondes ou
fortement
bombées
Entretien
Accessoires







































































